STAVAX製の超精密金型を加工する上で重要なポイント
STAVAXは優れた耐食性、耐摩耗性をもつステンレス鋼であり、光学分野や医療分野など幅広い業界においてニーズが高まっております。しかしその優れた機械特性ゆえに、STAVAXの機械加工は非常に困難とされています。またSTAVAXは、超精密金型としても需要が多くありますが、ナノレベルの面精度を出すのは至難の業です。
ここでは、当社が多くの企業様から評価をいただいている、STAVAX製の超精密金型を加工する上で重要となるポイントについて解説いたします。
STAVAXとは?
STAVAXとは、マルテンサイト系のクロム合金ステンレス鋼です。SUS420J2の改良鋼のことを指し、STAVAXという名前はスウェーデンのUddeholm(ウッデホルム)社
STAVAXの特徴は、主に以下の通りです。
- 非常に優れた鏡面仕上げが可能
- 耐食性に優れている
- 耐摩耗性が高い
- 優れた機械的特性
耐食性や耐摩耗性に優れていることから、メンテナンスの必要性が少なく、また腐食も少ないため、金型寿命が長いことが大きなメリットです。
これらの優れた材料特性から、STAVAXは光学レンズの金型や医療機器部品など、高い精度が要求される業界で用いられています。
しかしSTAVAXは、その優れた機械特性ゆえに機械加工は非常に困難であり、難削材として分類されます。さらにSTAVAXを機械加工すると、応力が加わることによって塑性変形が起こり、加工硬化(ひずみ硬化)が生じてしまうため、特に切削加工や研削加工など、マシニングによる加工は困難とされています。
また、STAVAXは素材メーカー独自の工具鋼であり、材質を正確に把握することもできないため、特性が似た材質における加工条件を考慮した上で加工することになります。
STAVAXの超精密加工におけるポイント
STAVAXは加工自体が非常に困難な材料ではありますが、ポイントを抑えることで加工をすることができるようになります。特にSTAVAXの超精密加工のポイントとしては、以下にまとめることができます。
・切削速度、回転数、送り、切込み深さ等の一般的な切削条件
・STAVAXの状況(熱処理の有無)
・工具材質
一般的には、難削材であれば切削速度が低くなります。ただし、STAVAXが焼きなまし材か、プリハードン材かといった、熱処理の有無によっても加工条件が変化します。これから加工するSTAVAXがどのような熱処理を施されたのかをあらかじめ確認することが大切です。
特に工具材質については特に注意が必要です。一般的に超精密加工には刃先精度が整っていて高硬度な単結晶ダイヤモンド工具が使用されますが、ダイヤモンド工具で鉄系材料を加工すると、熱化学反応により炭素拡散が発生してしまいます。そのため、鉄系材料であるSTAVAXを切削する際には、超硬工具を使用したり、工具にあらかじめコーティングを施すなどの工夫が必要となります。
機械加工推奨条件に関しては、STAVAXを製造しているUddeholm(アジア地域の販売会社:ASSAB)社からも目安を示されているので、ぜひ参考にしてみてください。
https://www.assab.com/app/uploads/sites/133/2020/01/Stavax-ESR_PH_JP.pdf


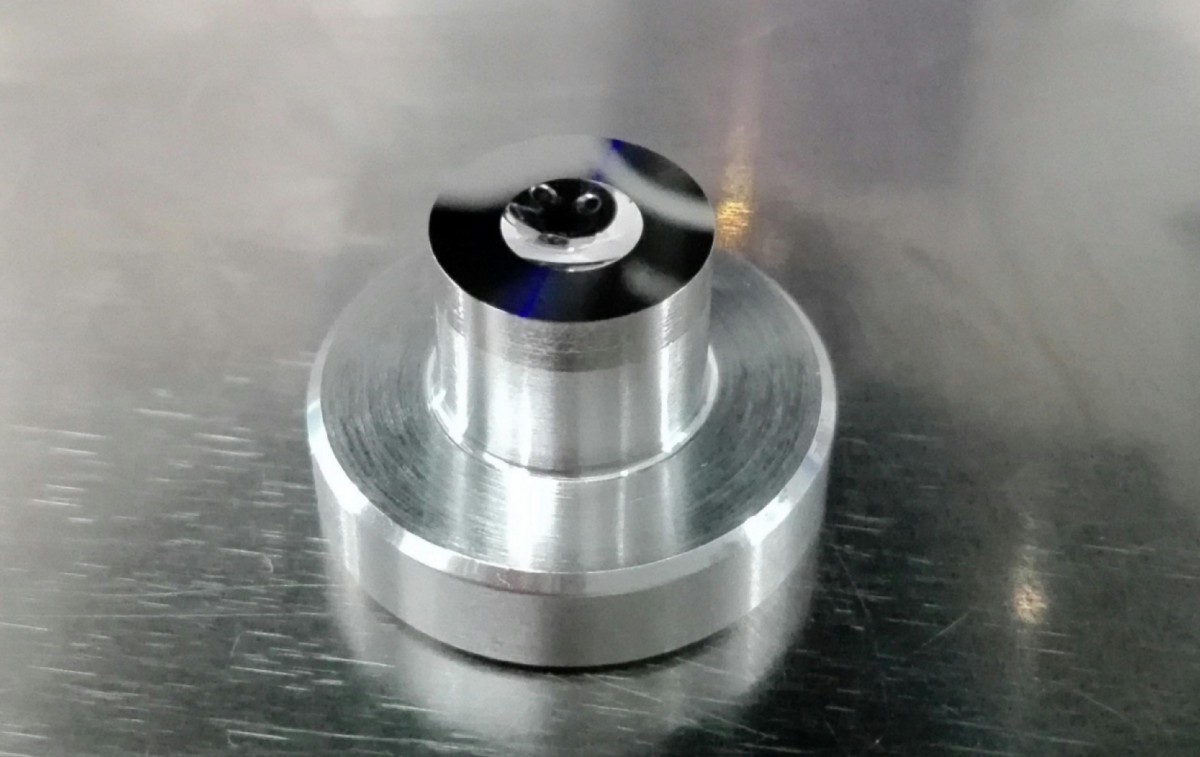
STAVAX製の超精密金型の加工実績①:プラスチックモールド用非球面金型
こちらは、STAVAX製のプラスチックを成形するために用いられる超精密非球面金型です。
単結晶ダイヤモンド工具を用いた超精密切削加工によって仕上げ加工を行い、PV値は最大で約0.05μm、表面粗さは約3.0 nmRaと、高精度加工とナノレベルの表面粗さを実現いたしました。表面は虹面のない鏡面となり、ガラスモールド用の金型として使用できる加工面を達成しております。

STAVAX製の超精密金型の加工実績②:ドームレンズ成型用金型
こちらは、STAVAX製の防犯カメラのカバーを成形するために用いられる超精密金型です。
ドームレンズを成形するために、大きな凹凸を伴った形状となっています。このような凹凸が大きい形状の部品加工は、特に凹面の加工の際に工具がワークに干渉してしまう可能性が高くなるため、5軸マシニングセンタなどの限られた工作機械でなければ加工することができません。さらに面精度をナノレベルにしなければいけない場合、工作機械だけでなく超精密加工に関するノウハウが必要となり、非常に困難な部品加工になります。

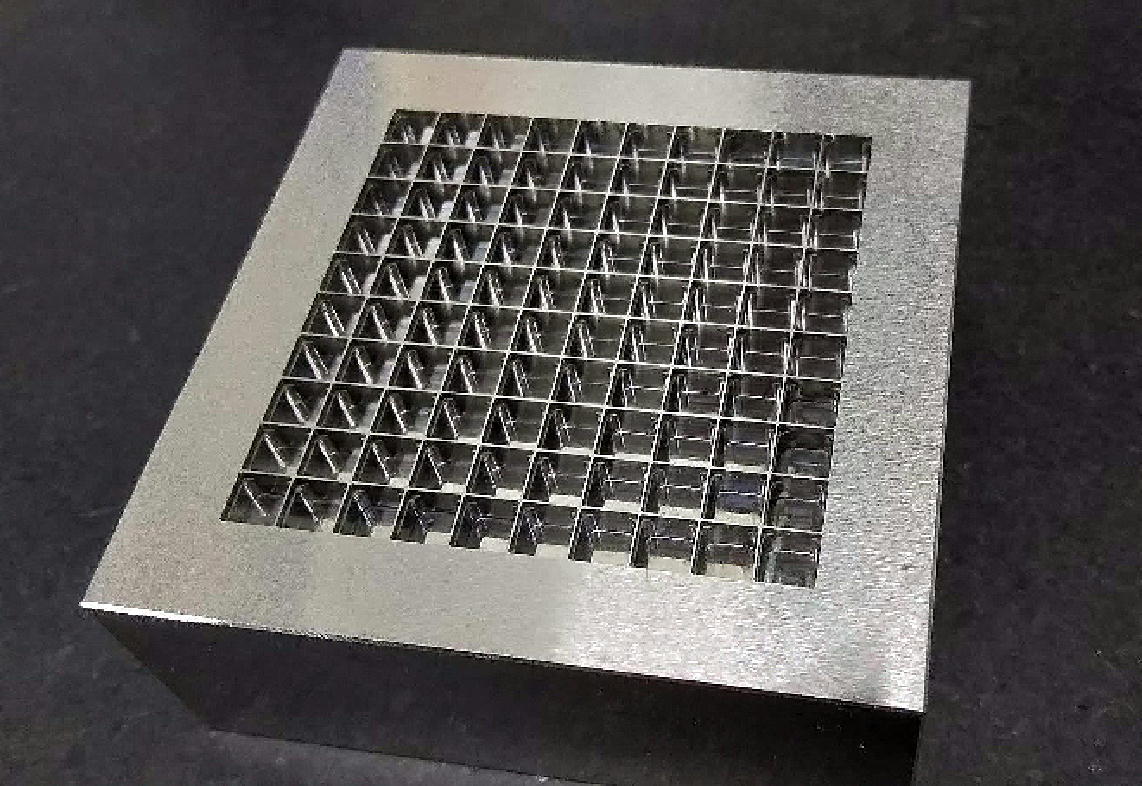
STAVAX製の超精密金型の加工実績③:大口径フレネルレンズ金型
こちらは、STAVAX製の大口径フレネルレンズ金型の加工実績です。
プラスチックレンズを成形するために用いられる超精密非球面金型です。超精密研削加工によって仕上げ加工を行い、PV値は最大で約0.15μm、表面粗さは約5.0 nmRaと、高精度加工とナノレベルの表面粗さを実現いたしました。
STAVAXの超精密加工は、超精密・ナノ加工センター.comまで!
超精密・ナノ加工センター.comを運営する木村製作所では、精密加工を行う本社工場と、超精密加工を行うナノ加工研究所で、事業を分けております。そのため、お客様が高精度なSTAVAXの加工を希望される場合でも、当社であれば対応することができます。まずは本社工場にて粗加工、その後ナノ加工研究所にて超精密加工による仕上げ加工、さらには無電解NiPメッキ、超精密3次元測定まで、一貫対応することができます。
このように、粗加工~仕上げ加工~表面処理~超精密計測まで対応できるのが、当社の強みです。さらに、お客様のご要望に沿って、最適な加工方法のご提案、VA/VE提案によるコストダウンにも対応いたします。
「この素材の加工なんてできるのかな?」「この部分だけ精度が厳しいんだけど大丈夫?」といった案件は、超精密・ナノ加工センターにお任せください!まずはお気軽にご相談ください!